Tehnika neposrednega laserskega sintiranja kovin – DMLS Tehnologija
Večina vas je morda že slišala za 3D tiskanje plastike, a zagotovo ste le redki takšni, ki ste že kdaj kaj slišali o 3D tiskanju kovin. Seveda pred nekaj desetletji to ni bila povsem še aktualna resničnost, a zdaj je 3D tiskanje kovin postalo realnost. Če pogledamo nazaj na leto 1990 lahko vidimo, da se je inovacija direktnega laserskega sintranja kovin (DMLS) povezala s selektivnim laserskim sintranjem (SLS), kmalu po popularizaciji SLS pa je v žarišče pozornosti stopila metoda DMLS. Prvi DMLS tiskalnik je na trg prišel leta 1995.

Če se poglobimo bolj v podrobnosti lahko vidimo, da je DMLS ena redkih tehnik, s katero lahko s pomočjo 3D računalniškega modela ustvarimo stvarni 3D model. Gre za postopek, ki je na nek način spremenjena oblika uporabe tehnike prašne metalurgije (PM), oz. tehnologije oblikovanja kovin, kjer s pomočjo uporabe tlaka in toplote iz prašnih delcev izdelamo kovinske dele.
Tako kot pri metodi SLS bo kovinski model sloj za slojem pridobival svojo obliko, ki jo narekuje njegov 3D model. Največja razlika je sicer v delovni temperaturi. Pri delu s plastiko je potrebna temperatura za sintiranje v območju od 160°C do 200°C, medtem ko je ta pri delu s kovinami med 1520°C in 1600°C. Skratka, za dosego tega cilja boste potrebovali veliko bolj močan laser.
Delovni material, ki se uporablja pri uporabi tehnike DMLS
Delovni material za ta postopek 3D-tiskanja kovin so “fini” kovinski delci. Običajno velikost kovinskih delcev ne sme presegati velikosti od 20 do 40 mikrometrov, saj ta močno vpliva na končno oblikovani del. Manjša kot je velikost omenjenih delcev, bolj “fin” bo končni izdelek. Poleg tega obstajajo tudi drugi dejavniki, ki so pomembni za dosego kakovosti končnega dela tj. površinske hrapavosti izdelka, katera je odvisna od debeline (nanosa) sloja praškastega materiala in parametrov laserja.
Kako deluje tehnologija DMLS?
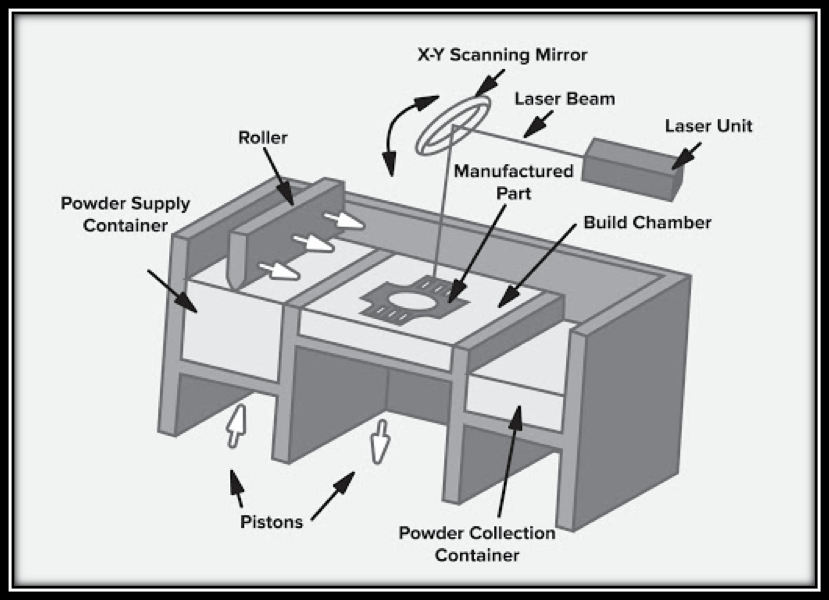
No, zdaj ko smo predstavili to izjemno tehnologijo, si lahko pobližje ogledamo tudi mehanizem DMLS;
Korak 1: Prostor za material (Powder Supply Container) DMLS tiskalnika napolnimo z kovinskimi prašnimi delci. Prah s pomočjo grelnikov za sintranje doseže potrebno temperaturo.
Korak 2: Postopek se začne tako, da se najprej ustvari tanek sloj materiala v prahu na platformi. Laser začne tej plasti slediti in nadaljuje s sintranjem prašnih delcev v trdno snov. Postopek se tako nadaljuje, dokler se ne konča.
Korak 3: Po zaključku faze 2 pustimo, da se kovinski delec ohladi, s tiskalnika pa očistimo neuporabljene prašne kovinske delce.
Korak 4: Zadnji korak je namenjen odstranitvi podpore.
Zdaj je kovinski izdelek pripravljen, da z njim upravljate kot s kakršnimkoli običajnim kovinskim delom, na njem pa lahko brez pomislekov izvajate katero koli operacijo.
Prednosti DMLS tehnologije
Tukaj je naštetih nekaj prednosti, povezanih s tehnologijo DMLS:
- Z njo lahko neposredno izdelate kovinske dele.
- Za izdelavo lahko uporabite raznovrstno paleto kovin in kovinskih zlitin. S tem postopkom so kompatibilne jeklo, nerjaveče jeklo, titan in številne druge kovine in zlitine.
- Neporabljene kovinske prašne delce lahko varno ponovno uporabite.
Torej, to je popoln pregled tehnologije DMLS. Prepričani smo, da ste se z branjem tega članka lahko prepričali o učinkovitosti tega proizvodnega procesa.